摘要:纯净的铜是紫红色的金属,俗称“紫铜”、“红铜”或“赤铜”,纯铜富有延展性,象一滴水那么大小的纯铜,可拉成长达两公里的细丝,或压延成比床还大的几乎透明的箔,纯铜最可贵的性质是导电性 能非常好,在所有的金属中仅次于银,因此成了电气工业的“主角”...
纯净的铜是紫红色的金属,俗称“紫铜”、“红铜”或“赤铜”,纯铜富有延展性,象一滴水那么大小的纯铜,可拉成长达两公里的细丝,或压延成比床还大的几乎透明的箔,纯铜最可贵的性质是导电性 能非常好,在所有的金属中仅次于银,因此成了电气工业的“主角”。

纯铜的用途比纯铁广泛得多,每年有50%的铜被电解提纯为纯铜,用于电气工业。这里所说的纯铜,确实要非常钝,含铜达99.95%以上才行。极少量的杂质,特别是磷、砷、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。
另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工,这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以硫酸铜溶液为电解液,当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上,这样精制而得的铜,纯度可达99.99%。

紫铜和黄铜焊接方法
1、紫铜的焊接:
焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。
(1)紫铜的气焊
焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。

(2)紫铜的手工电弧焊
在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃
左右。用铜107焊条焊接,电源应采用直流反接。
焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。 焊接应在通风良好的场所进行,以防止铜中毒现象。焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。

(3)紫铜的手工氩弧焊
在紫铜手工氩弧焊时,采用的焊丝有丝201(特制紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。
清理的方法有机械清理法和化学清理法,对接接头板厚小于3毫米时,不开坡口;板厚为3~10毫米时, 开V型坡口,坡口角度为60~70º;
板厚大于10毫米时,开X型坡口,坡口角度为60~70º;为避免未焊透,一般不留钝边。根据板厚和坡口尺寸,对接接头的装配间隙在0.5~1.5毫米范围内选取。
紫铜手工氩弧焊,通常是采用直流正接,即钨极接负极。为了消除气孔,保证焊缝根部可靠的熔合和焊透,必须提高焊接速度,减少氩气消耗量,并预热焊件。板厚小于3毫米时,预热温度为150~300℃;
板厚大于3毫米时,预热温度为350~500℃。预热温度不宜过高,否则使焊接接头的机械性能降低。
还有紫铜的碳弧焊,碳弧焊使用的电极有碳精电极和石墨电极。紫铜碳弧焊所用的焊丝和气焊时一样,也可用母材剪条,可用气焊紫铜的助熔剂,如气剂301等。

2、黄铜焊接方法:
方法有:气焊、碳弧焊、手工电弧焊和氩弧焊。
(1)黄铜的气焊
由于气焊火焰的温度低,焊接时黄铜中锌的蒸发比采用电焊时少,所以在黄铜焊接中,气焊是最常用的方法。
黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素,能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。

(2)黄铜的手工电弧焊
焊接黄铜除了用铜227及铜237外,也可以采用自制的焊条,黄铜电弧焊时,应采用直流电源正接法,焊条接负极。焊前焊件表面应作仔细清理。坡口角度一般不应小于60~70º,为改善焊缝成形,焊件要预热 150~250℃。操作时应当用短弧焊接,不作横向和前后摆动,只作直线移动,焊速要高。与海水、氨气等腐蚀介质接触的黄铜焊件,焊后必须退火,以消除焊接应力。

(3)黄铜的手工氩弧焊
黄铜手工氩弧焊可以采用标准黄铜焊丝:丝221、丝222和丝224, 也可以采用与母材相同成分的材料作填充材料,焊接可以用直流正接,也可以用交流。用交流焊接时,锌的蒸发比直流正接时轻。通常焊前不用预热,只有板厚相差比较大时才预热。焊接速度应尽可能快。焊件在焊后应加热300~400℃进行退火处理,消除焊接应力,以防止焊件在使用过程中裂缝。
(4)黄铜碳弧焊
黄铜碳弧焊时,根据母材的成分选用丝221、丝222、丝224等焊丝,也可用自制的黄铜焊丝施焊。焊接可以采用气剂301等作熔剂。焊接应短弧操作,以减少锌的蒸发和烧损。

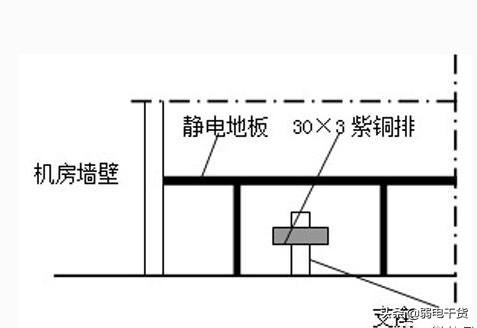
机房防雷接地中黄铜和紫铜的使用区别
在工业和民用上,根据不同的使用特点来选用不同的材料。如做电线,要求较柔软,紫铜就好一些。如做联接件,上螺丝的地方多选用黄铜。
1、外观
紫铜:呈玫瑰红色,有光泽
黄铜:呈淡金黄色,有光泽
2、密度
紫铜:8.9-8.95(电解铜) 密度稍大
黄铜:8.52-8.62(压延黄铜) 密度较小
3、 成分
紫铜:铜
黄铜:铜60%左右 锌40%左右 个别牌号含铅1%左右
4、 延展性
紫铜:较好
黄铜:较紫铜差

5、强度
紫铜:较低
黄铜:较高
6、耐蚀性
紫铜:较好
黄铜:较差
7、导电率
紫铜:较高
黄铜:较低
8、切割性能
紫铜 较差
黄铜 较好
9、价格
紫铜币黄铜要贵
紫铜、电解铜与黄铜区别是什么?
“电解铜”就是炼铜工艺的最后产品了,它不是锭状,而是片状,边缘不很规则(除经过裁剪的外),表面也不很光滑。
“电解铜”可以说是纯铜,颜色是紫红色的,所以又称为“紫铜”或“红铜”,但在铜制品里,添加少量的其他金属(如锌等),以改善纯铜的硬度或其他性能,由于加入量很少,颜色没发生大的变化,一般还是称为“紫铜”或“红铜”。
如果加入的锌超过一定比例,铜的颜色变黄,就是“黄铜”了,黄铜的硬度大得多,但韧性和延展性差些,导电性也不如红铜(紫铜)。
如何区分紫铜、黄铜、青铜与白铜:
白铜、黄铜、红铜(也称为“紫铜”)、青铜(青灰色或者灰黄色)是从颜色上区别的,其中白铜、黄铜极易区分;红铜是纯铜(杂质<1%)、青铜(其他合金成分5%左右)稍难以区别。未氧化时,红铜色泽较青铜亮,青铜略带青色或黄色偏暗;氧化后,红铜变为黑色,青铜则位青绿色(多水的有害氧化)或者巧克力色。
大家好,我是一个做弱电智能化的民工,这是我的头条号,主要是做一些弱电安防、系统集成、智能化、电工电气、IT信息技术方面的知识技能方案的分享,喜欢这方面的,或者从事这些反面的工程技术及工程管理方面的工作的,可以关注下我的头条号:弱电干货,无论是原创的还是非原创的,本人承诺所有文章不收任何形式的费用,乐在分享,共同学习提高。


